Inconel 718 Large-Diameter Bars — Engineered for High Temperatures and High Mechanical Stress
Core Positioning of Inconel 718 Large-Diameter Bars
Inconel 718 is currently the world’s most widely produced, broadly applied, and comprehensively balanced precipitation-strengthened nickel-chromium-iron-based superalloy; its Chinese equivalent designation is GH4169/GH169. Based on a Ni-Cr-Fe matrix, this alloy achieves strengthening primarily through the formation of composite γ” (Ni₃Nb) and γ’ (Ni₃(Al,Ti)) phases—driven predominantly by niobium (Nb)—supplemented by trace additions of Mo, C, and B to facilitate grain boundary and solid-solution strengthening. Large-diameter bars constitute one of the alloy’s most critical supply forms, specifically designed for the manufacture of large-scale, critical load-bearing components such as aircraft engine turbine discs, compressor discs, shafts, nuclear power main pump shafts, and deep-sea oil and gas equipment.
Industries and Environments Suitable for Inconel 718 Large-Diameter Bars
- Anti-rust (extremely hot): Can be used for long-term service in a red-hot environment ranging from 650°C to 700°C, and the yield strength remains firmly locked at ≥725 MPa or higher. Suitable for gas turbine hot-end components, rocket engine combustion chambers, aviation fasteners, and high-load anti-rust heavy-duty structures.
- Anti-cryogenic cold brittleness (extremely cold): Exhibits no tendency to crack even when exposed to an ultra-low temperature deep cryogenic environment of -253°C, demonstrating excellent plasticity toughness and mechanical anti-fatigue performance. Applicable to liquid hydrogen/liquid oxygen aerospace fuel systems, LNG ultra-low temperature equipment, and deep cryogenic engineering.
- High concentration nickel-chromium matrix: Exhibits extremely strong inertness towards non-oxidizing acids (such as sulfuric acid and hydrochloric acid), and constructs a natural defense against chloride stress corrosion cracking (SCC) in high-salinity acidic fluid environments. Applicable to deep-sea high-pressure downhole tools, high-acidic oil and gas extraction, and chemical complex acid gas neutralization reactors.
- Spontaneous passivation protective film: When the environment surges to 1000°C, the chromium element in the matrix rapidly forms a highly consistent and dense Cr₂O₃ film on the surface, suppressing the annual oxidation rate to within 0.1 mm. Applicable to industrial waste gas treatment, high-temperature sulfide atmosphere environments, and key components of heat treatment furnaces.
- Solid solution + two-stage precipitation aging: Through Double Aging grain boundary strengthening treatment, a large amount of γ” strengthening phase is precipitated in the matrix, ultimately raising the tensile strength to ≥1275 MPa or higher. Applicable to deep-sea wellhead devices (Wellhead), high-pressure oil and gas conversion joints (X-Over), and extreme high-pressure difference and cyclic stress conditions.
Product Application Forms of Inconel 718 Across Various Industries
| Aerospace |
Aero Turbofan Engine: Turbine Disks, Compressor Disks, Casings, Shafts, Blades (Fan & HP Compressor Blades), Seal Rings, High-Temperature Fasteners (Bolts/Nuts) |
| Space Rockets |
Turbopumps, Thrust Chamber Components, Engine Casings; Space Shuttle Ducting; Satellite Connectors |
| Nuclear |
Nuclear Reactors Cooling Pump Shafts, Fuel Element Spacer Grids, Compression Springs, Control Rod Drive Mechanism Pawl Linkages, High-Temperature/High-Pressure Piping and Pipe Fittings |
| Gas Energy |
Gas Turbine Blades, Rotor Disks, Combustion Chamber Components; Steam Turbines;High-Temperature Fasteners; High-Temperature Heat Exchangers |
| Petrochemicals |
Sour Oil & Gas Wells (containing H₂S/CO₂) Downhole Safety Valves, Packer Slips, Tubing Hangers, Completion Sliding Sleeves; High-Pressure Sour Gas Compressors Impellers and Volutes |
| Marine Engineering |
Subsea Production Trees Critical Fasteners; Deep-Sea Drilling Equipment: Pressure-Resistant Components; Submarines: Quick-Disconnect Devices |
| Cryogenic Engineering |
LNG Ultra-Low Temperature Pipe Fittings and Connectors; Cryogenic Pump Shafts; Aerospace Cryogenic Components |
Features and Advantages of TIPTOP’s Inconel 718 Large-Diameter Bars
- Ultra-high strength:
The yield strength below 650℃ ranks first among deformation high-temperature alloys. After solution treatment and aging, the tensile strength is ≥ 1275 MPa, and the yield strength is ≥ 1035 MPa.
- Wide temperature range adaptability:
Maintains stable performance within the range of -250℃ to 700℃, featuring both low-temperature toughness (-196℃ impact toughness ≥ 54 J) and high-temperature creep resistance.
- Outstanding corrosion resistance:
Resistant to oxidation (below 980℃), acid and alkali, and chloride stress corrosion cracking (SCC). Exhibits excellent corrosion resistance in weak corrosive media such as seawater.
- Good processing formability:
Can be formed through various methods such as forging, rolling, and mechanical processing. The processing performance is good in the solution state, and the heat treatment process window is wide, with good dimensional stability.
- Long-term microstructure stability:
The δ phase at the grain boundaries can effectively anchor the grain boundaries, preventing excessive grain growth at high temperatures, ensuring long-term service reliability.
- Cost controllable:
With iron as the excess element, it reduces the cost of raw materials and has a higher cost-performance ratio among similar high-temperature alloys.
Physical and Mechanical Properties
Chemical Composition
| Element |
Content Range |
Primary Functions |
| Ni |
50.0%–55.0% |
Matrix element; ensures the stability of the austenitic structure and provides the foundation for corrosion resistance |
| Cr |
17.0%–21.0% |
Oxidation and corrosion resistance; forms a protective Cr₂O₃ film |
| Fe |
Margin (approx. 16.5%–20.0%) |
Regulates cost and density; participates in solid-solution strengthening |
| Nb |
4.75%–5.50% |
Core strengthening element; forms the primary strengthening phase (γ”) |
| Mo |
2.80%–3.30% |
Solid-solution strengthening; enhances pitting corrosion resistance |
| Ti |
0.65%–1.15% |
Auxiliary strengthening; incorporates into the γ’ phase |
| Al |
0.20%–0.80% |
Auxiliary strengthening; incorporates into the γ’ phase |
| Co |
≤1.00% |
Solid-solution strengthening |
| C |
≤0.08% |
Forms grain boundary carbides; improves creep rupture properties |
| Mn |
≤0.35% |
Impurity element; strictly restricted |
| Si |
≤0.35% |
Impurity element; strictly restricted |
| P |
≤0.015% |
Impurity element; strictly restricted |
| S |
≤0.015% |
Impurity element; strictly restricted |
| B |
≤0.006% |
Grain boundary strengthening |
| Cu |
≤0.30% |
Impurity element; strictly restricted |
Physical Properties
| Performance Parameters |
Value |
Remarks |
| Density |
8.19 g/cm³ |
Room temperature |
| Melting Point Range |
1260–1336℃ |
|
| Thermal Conductivity |
11.4 W/(m·K) |
20°C; approx. 23.7 W/(m·K) at 800°C |
| Resistivity |
1.25 μΩ·m |
Room temperature |
| Elastic Modulus |
206 GPa |
Room temperature |
| Poisson’s Ratio |
0.29 |
|
| Magnetism |
Non-magnetic |
Curie point below -100°C |
Mechanical Properties (Typical Values — Solution-Treated + Aged Condition)
| Performance Parameters |
Value |
| Tensile Strength (Room Temperature) |
≥1275 MPa |
| Yield Strength RP0.2 (Room Temperature) |
≥1035 MPa |
| Elongation A5 |
≥12% |
| Reduction of Area Z |
≥15% |
| Hardness |
≥33 HRC (or ≥331 HB) |
| Impact Toughness |
≥54 J (-196°C) |
| Tensile Strength at 650°C |
≥930 MPa |
| Yield Strength at 650°C |
≥725 MPa |
| Rupture Life at 650°C/690 MPa |
≥25 hours |
| Creep at 650°C/550 MPa |
100-hour creep elongation ≤0.1% |
TIPTOP Inconel 718 Products: Supply Forms and Size Ranges
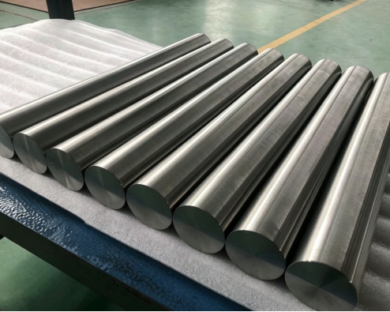
Product Forms:
- Bars: Round Bars (Bright/Black Finish), Hexagonal Bars, Square Bars, Flat Bars, Billets, Ingots. Round Bar Diameter: 3.17–500 mm (Large-diameter forged bars available in the 50–500 mm range).
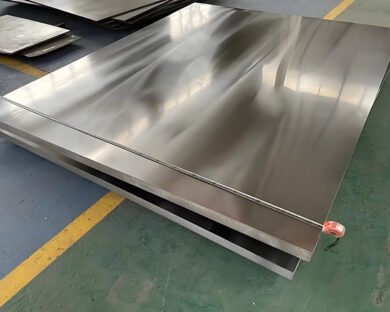
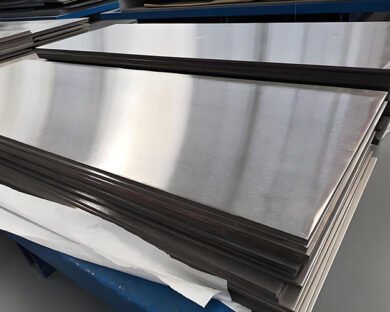
- Plates & Sheets: Medium-to-Thick Plates, Thin Sheets, Strips. Thickness: 0.5–200 mm; Width and Length: Customizable.
- Tubes & Pipes: Seamless Tubes, Welded Tubes, U-Tubes. Customizable according to client requirements.
- Forgings: Forged Bars, Forged Rings, Forged Discs, Shafts, Flanges. Forged Bar Diameter: 50–500 mm, Length: ≤6000 mm; Irregular-shaped parts are customized based on technical drawings.
- Wire Rods/Wires: Suitable for applications such as welding wire, springs, etc.
Size Range:
Round Bar Diameter: 3.17 mm – 500 mm (Hot-rolled/Forged Round Bars)
Large-Diameter Forged Bars: Φ50 – 500 mm, Length ≤ 6000 mm
Hexagonal Bars: 18 – 57 mm (11/16″ – 2-3/4″)
Square Bars: 18 – 47 mm (11/16″ – 1-3/4″)
Hot-Rolled Round Bars: Dia. 20 – 100 mm
Cold-Drawn Round Bars: Dia. 8 – 80 mm
Length Range: 1 – 12 m; custom cut lengths available upon request
TIPTOP Inconel 718 Bar: Supply Status and Processing Techniques
Supply Condition:
- Solution-Treated: Rapidly cooled following a solution treatment at approximately 980°C; exhibits excellent ductility, facilitating subsequent processing and forming. Corresponds to AMS 5662.
- Age-Hardened: Undergoes a two-stage aging heat treatment following solution treatment to achieve maximum strength. Corresponds to AMS 5663.
- Solution-Treated + Aged (SHT+AGED): The complete heat treatment cycle has been completed prior to delivery, making the material ready for immediate use.
(Ⅰ) Melting
The process used is a dual or triple combination, which involves first conducting vacuum induction melting (VIM), followed by one round of electroslag remelting (ESR) or vacuum consumable electrode remelting (VAR). This series of operations aims to reduce the impurities such as sulfur and phosphorus to ≤ 0.015% and clean the material. The melting temperature is approximately between 1450°C and 1550°C. Throughout the process, one must closely monitor the atmosphere inside the furnace to prevent oxidation and ensure that no unwanted inclusions are introduced.
(Ⅱ) Hot processing (forging/rolling)
The heating temperature is controlled at 900–1150℃. The ideal forging temperature is 1000–1050℃. When the final rolling or forging process is completed, the temperature must not be lower than 870℃; otherwise, the grains are prone to become coarse. The main purposes of hot processing can be summed up as three things: to refine the grains, to eliminate the defects left during casting, and to improve the mechanical properties.
(III) Heat Treatment
Standard two-stage aging heat treatment, in accordance with AMS 5662/5663:
Solution treatment: Heat to 980℃ ± 10℃, hold for approximately 1 hour, then quench in oil, water or rapidly cool.
First stage duration: Heat to 720℃ ± 10℃, maintain for 8 hours, then cool down – the cooling rate is approximately 50℃ per hour, until it reaches 620℃.
Second stage holding time: Maintain at 620℃ ± 10℃ for 8 hours, then cool down slowly.
The differences between these two specifications: AMS 5662 only covers solidified rods, while AMS 5663 is after the aging hardening process. This “solidification + two-stage aging” approach is the key to making this alloy both strong and resistant to creep. The solidification treatment fully dissolves the strengthening phases into the matrix, and the two-stage aging precisely controls the size and distribution of the γ phase. Finally, the strength, toughness, and creep resistance are all balanced out for you.
(Ⅳ) Machining
Cutting speed: Low speed, 20–30 meters per minute.
Cutting tools: Hardened alloy or ceramic blades.
Cooling: Ensure that the coolant is adequately supplied and avoid overheating.
Processing method: Turning, milling, drilling and grinding are all acceptable. The key is to use the cutting fluid properly.
(Ⅴ) Welding
Welding methods: Tungsten Inert Gas Arc Welding (GTAW), Electron Beam Welding, Resistance Welding can all be used.
Weld wire: It is recommended to use ERNiFeCr-2 welding wire, or an Inconel 718 welding wire of the same grade as the base material.
Preparation before welding: Before welding, a solution treatment must be carried out first, and the surface must be cleaned thoroughly.
Post-weld treatment: After welding is completed, a complete aging heat treatment must be carried out again to restore the mechanical properties, and stress relief annealing must also be performed.
TIPTOP Inconel 718 bars: International Quality Standards and Company Assurance
Applicable Standards
| Standards |
Scope of Application |
Key Requirements |
| ASTM B637 |
Hot-rolled or cold-worked, solution-treated, precipitation-hardening nickel-based alloy bars, forging stock, and forgings |
Encompasses chemical composition, mechanical properties, and heat treatment condition—serving as the core standard for the procurement of forged bars. |
| AMS 5662 |
Aerospace Material Specifications — Bars (Solution-Treated Condition) |
mposes stringent requirements regarding chemical composition, purity, mechanical properties, and non-destructive testing. |
| AMS 5663 |
Aerospace Material Specifications — Bars (Age-Hardened Condition) |
Specifies even more rigorous requirements concerning high-temperature performance. |
| AMS 5664 |
Aerospace Material Specifications — Tubes |
A specialized specification for tubular products intended for high-end applications. |
| ASTM B670 |
Precipitation-hardening nickel-based alloy plates, sheets, strips, and tubes |
Stipulates requirements for the solution heat-treated condition. |
| GB/T 14992 / GB/T 14994 |
Chinese National Standards |
Covers the classification, grades, and product standards for high-temperature alloys. |
| ASME SB 637 |
ASME Boiler and Pressure Vessel Code |
Corresponds to ASTM B637 and is applicable to materials used in pressure vessels. |
Standard Selection Recommendations:
For aerospace and high-end industrial applications, priority should be given to AMS 5662 (solution-treated) or AMS 5663 (aged); for general industrial applications, ASTM B637 is a suitable choice.
Testing Standards:
| Test Items |
Standards |
| Chemical Composition |
ASTM E1473 (Spectroscopy), ASTM E1019 (Sulfur & Carbon), ASTM E2283 (Oxygen, Nitrogen, & Hydrogen) |
| Room-Temperature Tensile Test |
ASTM E8 / E8M |
| High-Temperature Tensile Test |
ASTM E21 |
| Stress Rupture / Creep Test |
ASTM E292 |
| Grain Size |
ASTM E112 |
| Non-Destructive Testing (Ultrasonic) |
ASTM E213 / E2375、AMS 2632B |
| Liquid Penetrant Testing |
ASTM E1417 |
| Heat Treatment Process |
AMS 2750 (High-Temperature Measurement Accuracy) |
Key Quality Control Points
Batch Traceability: Each batch is accompanied by the melting furnace number, heat treatment batch number, and a complete Material Test Certificate (MTC).
Third-Party Inspection: SGS or BV third-party inspection reports are available upon request.
Flaw Detection Certificates: Ultrasonic flaw detection certificates are provided for critical components.
Company Advantages
At TIPTOP METAL, we handle every stage of production in-house—from steelmaking and hot working through to heat treatment and precision machining. Our products demonstrate exceptional performance stability; indeed, we have successfully supplied materials to sectors with the most stringent quality demands, such as aerospace and nuclear power. In terms of product form, our comprehensive inventory includes bars, tubes, plates, rings, and forgings, available in a full range of specifications.
Available delivery conditions include hot-rolled, cold-rolled, solution-treated, and aged states. We also offer custom manufacturing based on technical drawings to produce specialized forgings—such as discs, rings, shafts, and other complex shapes. By employing multi-directional forging techniques, we refine grain structures to enhance transverse mechanical properties. Furthermore, every batch can be accompanied by a third-party inspection report (with SGS or BV options available).